



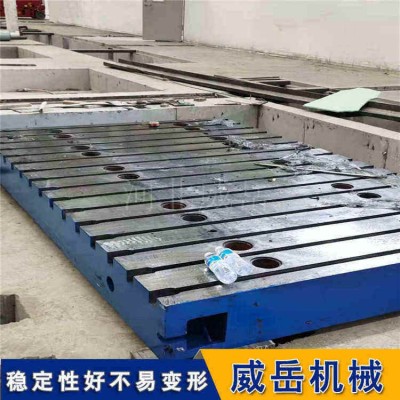
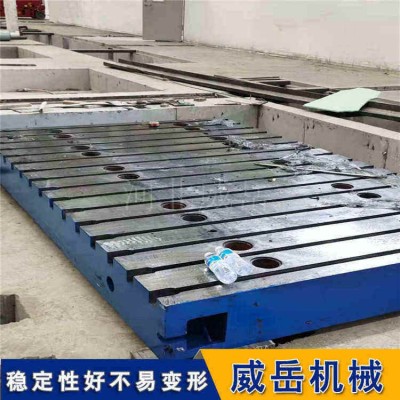
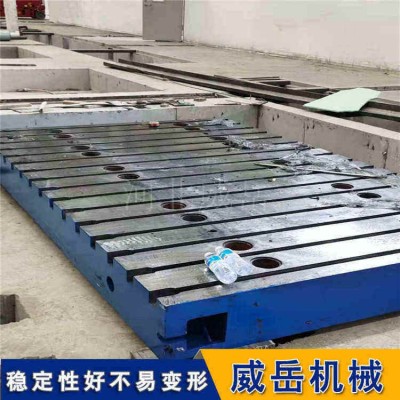

T型槽试验平台按结构分为筋板式和箱体式;铸铁平板的整体规格大为4米X8米,比此规格大的可以多块拼接,使用损坏后,可以重新修刮恢复其精度,可用涂色法检验零件平面度,具有准确性、直观、方便的优点。铸铁平台的内在质量,机械制造中的重要工艺之一就是金属热处理和其它加工工艺相比,热处理一般不改变物件的表面化学成分。
在T型槽试验平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。铸铁平台应经过稳定性处理和去磁。铸铁平板应采用细颗料的灰口铸铁或合金铸铁制造。
T型槽试验平台工作面不应有锈迹、刻痕、裂缝、凹陷、砂眼、杂质及影响测量精度得其他问题,使用中得平板允许有不影响测量精度得上述问题,应去磁。检验方法,目测或工具。我厂以严格的检验标准、的检验设备保证出厂T型槽划线铸铁平台合格率100,用户满意率98以上。
下面我们为您介绍一下T型槽试验平台的检验方法:
1、T型槽试验平台外观及表面质量检验:要求,平面应有三个支点(对于尺寸为750×1000毫米及以上的铸铁平板允许有4个及4个以上支点)。平面侧面应标有制造厂商标,对于检验用的平板应有精度等级和产品编号。平面非工作面应型砂,修去锐边毛刺并涂以油漆。
2、T型槽试验平台工作面的表面光洁度检验:要求,非刮制的新制和修理的平板,应在三个不同部位上检定工作面的表面光洁度。检定方法,与表面光洁度工艺样板比较或用轮廓仪检定。
3、侧面夹角检验:要求,每个侧面之间和侧面与工作面之间得夹角应在90o±10"以内。检定方法,用分度值为2"得角度尺检定。
4、刮研T型槽试验平台的接触点点检验:要求,新制的和修理后得刮制平板应用涂色法检定接触点点的情况,在边长为25毫米得正方形内的点点数及任意两正方形内得点点数之差不应超过标准得规定。距平板工作面边缘处5毫米内的点点数不必计算。检定方法,尺寸小于或等于400×400毫米得0级平板用“三面互研”法检定,尺寸大于400×400毫米得0级平板允许用0级平板或0级平尺检定,平板得长边尺寸应不小于被检平板对角线长度的一半,平尺的长度应不小于被检平板对角线长度。
5、T型槽试验平台工作面的不平度检验,要求:对于尺寸至1000毫米的平板,距工作面边缘5毫米及尺寸大于1000毫米的平板,距工作面边缘10毫米处得不平度可以不计算。检定方法,为了检定工作面的不平度,以通过平板工作面的一条对角线且平行于另一条对角线的平面A0为理想平面,以工作面各被检点对理想平面A0得大偏差与小偏差得代数差作为T型槽划线铸铁平台工作面的不平度,其值不应超过规定的标准。
T型槽试验平台铸件在金属型中的分型面时应注意以下八点:
1、铸铁平台分型面的选定,应使金属型型腔内涂料层喷刷、修整方便,金属型在工作过程中涂料层不剔损坏。
2、T型槽试验平台选择分型面时,应使铸件的基准面和大部分加工面在同一个半型内,分型面不得选在加工基准面上。
3、选择T型槽试验平台分型面时,应尽量使型芯数量少。若采用砂芯,则应使砂芯安装方便,定位准确,固定牢靠。
4、选择的分型面应保证金属型能顺利开型和取出铸件,不允许损坏金属型或铸件。
5、为简化金属型结构,提高铸件精度,对形状较简单的铸件好布置在半型内,或大部分布置在半型内。
6、为保证T型槽平台铸件外形美观,分型面数目应尽量少,好是平面分型,这样便于金属型的加工和检查尺寸,由于两半型能准确地吻合,可使铸件尺寸,金属型制造简单。
7、T型槽试验平台为有利于采用良好形式的浇注系统和安设胃口,为有利于排除型腔中的气体以及使金属型操作方便和易于机械化,好采用垂直或互相垂直的分型面。http://www.chinaweiyue.com/
8、铸铁焊接平台也可考虑采用折线面作为分型面,并应尽量避免采用曲面分型。如果由于铸件形状的原因,曲面分型不可避免,则保证分型面成规则的几何形状。对复杂的曲面,可将铸件以不显著的局部失真,或者用局部镶嵌件来改成折面。
T型槽试验平台壁厚的增加而成正比例增加。同一铸铁平台上,内壁厚度应比外壁厚度小,肋的厚度应比连接壁小,以便使各部分壁的冷速度均匀。当沈阳铸铁平台承受载荷较大,要求具有较强度和刚度时,可根据载荷性质和大小,在薄弱部位安置加强肋板。以避免厚大截面。T型槽试验平台各部分壁厚如果相差太大,则在厚壁处金属积聚,凝固收缩时,易在热节处产生缩孔与缩松。
每一种T型槽试验平台铸件,都有其合适的重量范围,壁厚的大小直接影响重量,如果选择适当,既能保证T型槽试验平台铸件的机械性能要求,又方便铸造生产。T型槽试验平台在设计壁厚时,为了节约金属材料,减轻铸件重量,不应单纯以增加铸铁平台的璧厚作为提强度的办法。从合金的结晶特点可知,随着平台铸件壁厚的增加,应选择合理的截面形状,铸铁平台设计时应有合理的壁厚。