



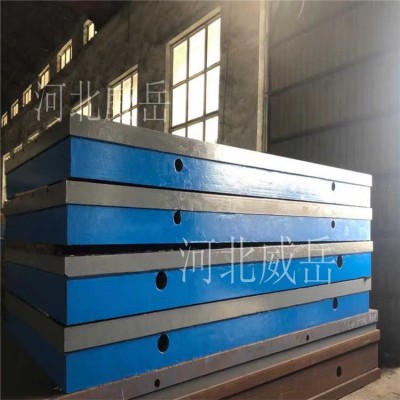


铸铁T型槽平台又叫铸铁T型槽平台是一种表面带有铸铁T型槽的铸铁平台,用于装配、调试机械设备的铸铁平台量具,铸铁T型槽平台和划线平台一样严格执行 相关行业,使用强度铸铁铸造,精度稳定,而且坚固耐用。
但是由于铸铁T型槽的外表不同于别的测量平台外表,它存在许多的凹槽或者长形孔,圆形孔,这些孔在T形槽的外表进行加工的过程中,在必定程度上会影响到作业平面的精度,可是,T型槽平台在使用中对于板面的精度要求是很严格的,那么我们如何保持板面的精度呢?
我们要按照生产基础平台,要测量平台需要选用的材料是不是优异的铸铁材料,T型槽平台当然也不破例,如果想要出产出质量对比高的T型槽平台,在出产过程中应当用对比细密的,合金铸铁材料制造,使其外表,硬度到达必定的程度,只要在这种情况下,对原有的测量平台进行挖槽的时分,才可以留在平台面上的材料可以接受住对比重的物体,不至于发作崩塌等现象。
其次,铸铁T型槽平台各式各样的是怎么进行打造的。T型槽平台在进行锻造的时分选用的是刮削技术,这样的技术可以,T型槽平台在开端锻造以后,外表对比平坦,没有毛糙的,精度,由于T型槽平台关于外表粗糙程度是有必定规则的。铸铁T型槽平台在制造完结以后也会进行涂色检验,生产出来的商品符合规则。当然有一些,凹槽间隔过大的T型槽平台,在制造的过程中,本来还存在硬度上的约束,在这种情况下生产出来的商品,只可以习惯分量不大的工件。
铸铁T型槽平台,俗称为T型槽平台,铸铁T型槽平台,T型槽工作台。是一种表面带有T型槽的铸铁平台,用于装配、调试机械设备的铸铁平台量具,使用强度铸铁铸造,精度稳定,而且坚固耐用。那么t型槽平台有哪些特点呢?
铸铁t型槽平台尺寸是多少呢?铸铁t型槽平台适用于哪些范围呢?接下来带大家一起来了解一下。
铸铁T型槽平台的特点有如下几点内容:
1、铸铁T型槽平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等问题。
2、铸铁T型槽平台的表面应平整,涂漆牢固。
3、精度等级为0级-3级的T型槽平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、铸铁T型槽平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
5、铸铁T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级T型槽平台工作面,其表面粗糙度Ra的大允许值为5um。
6、采用刮削工艺应进行涂色对研检验。对研后显现的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
铸铁T型槽平台适用范围我们总结了以下内容:
适用于用于:机械制造、造船、发电、冶金、矿山、汽车、石油、化工、石油、石化、院校、研究院所、科研单位、设计院中的检验、划线、测量、装配、焊接、铆焊、组装、检测等检修、维修工作。
铸铁T型槽平台的安装方法
1、垫铁安装:铸铁平台(板)调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台(板)采用垫铁安装的优点,安装快捷、移动方便。
2、地锚器安装:铸铁平台可以设计地锚器安装,先用户根据铸铁平台(板)的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将铸铁平台调整水平。
3、支架安装:铸铁平台(板)轻放到支架上、调整支架上的微调螺栓至到铸铁平台(板)水平。支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。
4、地脚螺栓安装:铸铁平台(板)根据用户的要求设计安装方式,地脚螺栓安装。
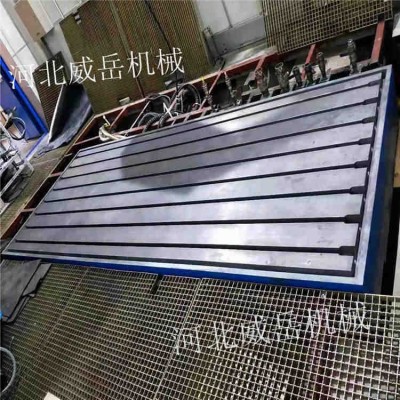
铸铁T型槽试验平台的“槽”主要用来固定工件的,T型槽平台的槽较常用的开口为28,22的开口,其他开口都可按照客户要求随时定制开槽。T型槽的制作工艺是什么,又有哪些事项需要注意呢?
铸铁T型槽试验平台“槽”制作工艺
1、按照在铸铁平台的端面和上平面已经画好的加工线找正和装夹平台。
2、用切槽工具刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走工具中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,粗刨和精刨两次刨出直角槽。
3、刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切工具切削刃与铸铁平台顶面是否垂直,若不垂直,则应重新调整工具到垂直为止。然后用弯头切工具分别刨削左右侧面的凹槽。http://www.chinaweiyue.com/
4、倒角。用两个主偏角均为45°的尖头刨工具倒角。
联系人 威岳机械谢女士15350773479