



1、铸铁平台是一种特殊材料使用的设备,因为材料有自己的特点,因此铸铁平台表面辐射热吸收缓慢,热量快,可以快速进入恒温室稳定。 2、普通铸铁平台和岩石平台有自己的共同规格。
3、常规焊接平台的一般规格是满足正常尺寸或尺寸的工件检查,用于焊接等工作要求,但对于大型铸件或零件,如大型机床铸造,造船工业和等等。
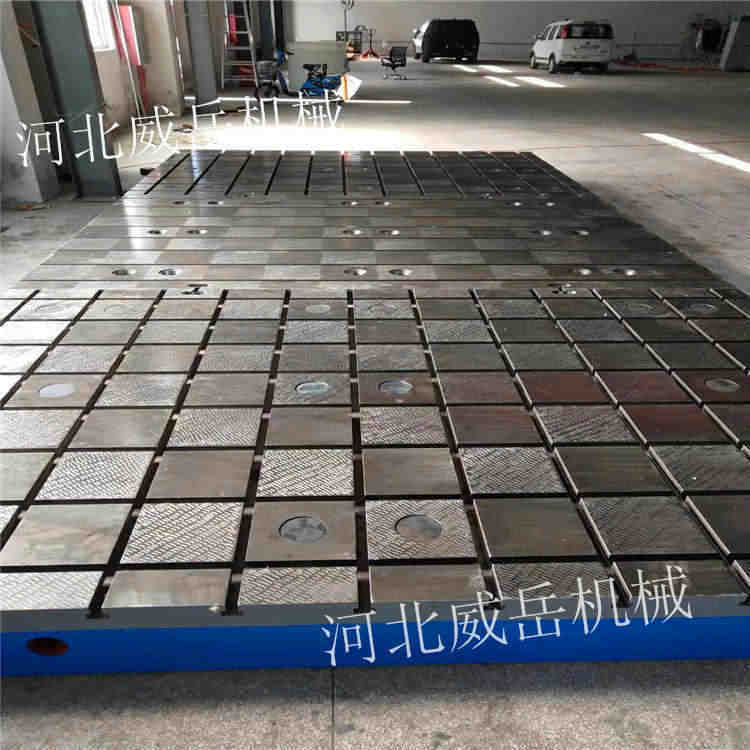
4、单板不能满足如此大量的技术工作要求,那么你需要几块甚至十几块平台进行拼接,形成一个大的组合平台-用于大型铸件的拼接平台焊接等。
5、一般使用铸铁焊接平台拼接比较常见。
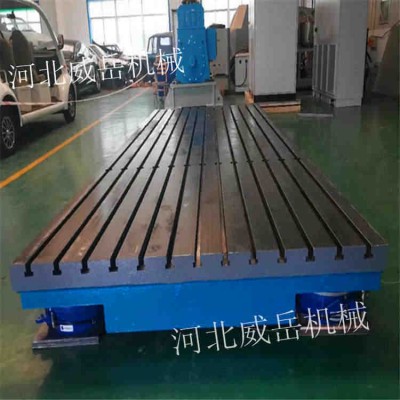
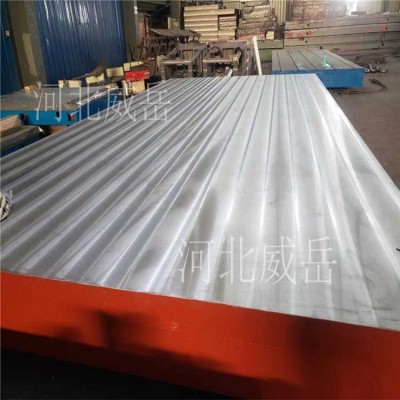
6、铸铁焊接平台规格一般设计有4个对称提升孔,因此装卸方便。为了防止铸铁焊接平台的变形,在提升铸铁焊接平台的同时,四个钢丝绳悬挂铁平台的长度同时具有四个提升孔,平滑提升平台铸铁在运输。
7、在使用铸铁焊接平台时,需要先铸铁焊接平台支撑点垫,垫平面,确保每个支撑点受力均匀,确保铸铁平台稳定,然后由技术人员铸铁平台调整至合格精度。
8、在铸铁焊接平台上轻轻对工件照射工件,不要在铸铁焊接平台上移动粗糙零件,以免造成铸铁平台表面由于凸块,划痕等造成的损坏。
件将其夹紧。 铸铁焊接平台的养护知识
1、铸铁焊接平台不用时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平台的外包装将铸铁平台盖好,以防止平时不注意造成对铸铁平台工作面的损伤。
2、铸铁焊接平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
3、铸铁焊接平台按实行定期周检,检定周期根据具体情况可为6-12个月。
4、铸铁焊接平台安装时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平台调整至合格精度。
5、铸铁焊接平台使用时要轻拿轻放其配套工件,不要在铸铁平台上挪动比较粗糙的工件,以免对铸铁平台工作面造成磕碰、划伤等损坏。
6、为了防止铸铁焊接平台整体变形,使用完毕后,要将工件从铸铁平台上拿下来,避免工件长时间对铸铁平台重压造成铸铁平台的变形。
铸铁平台专用工装夹具简而言之是将焊件准定位和夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在现代焊接生产中积 推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着重要的作用。
夹具使用注意事项、保养及维护
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用。
(3)使用后需要涂防绣油。
夹具的操作步骤
(1)、将序4发动机衬管两件按照“撑杆焊接组合”图装配到撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器
(2)、点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接 http://www.chinaweiyue.com/
(3)、将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧
(4)、对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。
联系人 威岳机械谢女士15350773479